The software and hardware tuning of the printer seems to be entering its final stages. So it’s a good time to try printing some functional parts.
In addition to changes in the slicing math, I also tested a new mechanical solution to remove repetitive z-axis artifacts caused by the ball screw. I’m really happy to have finally found a robust solution that works without compromise.
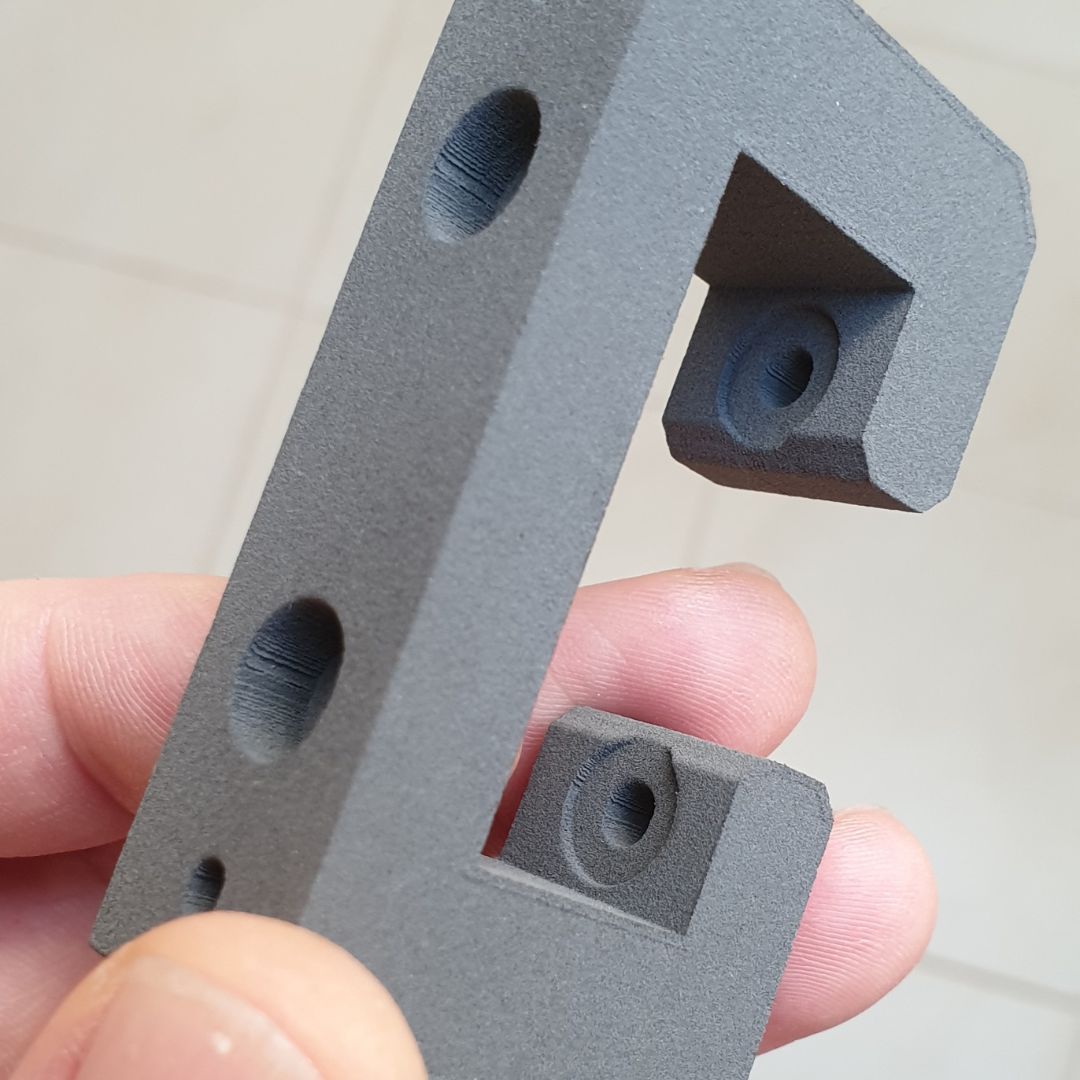
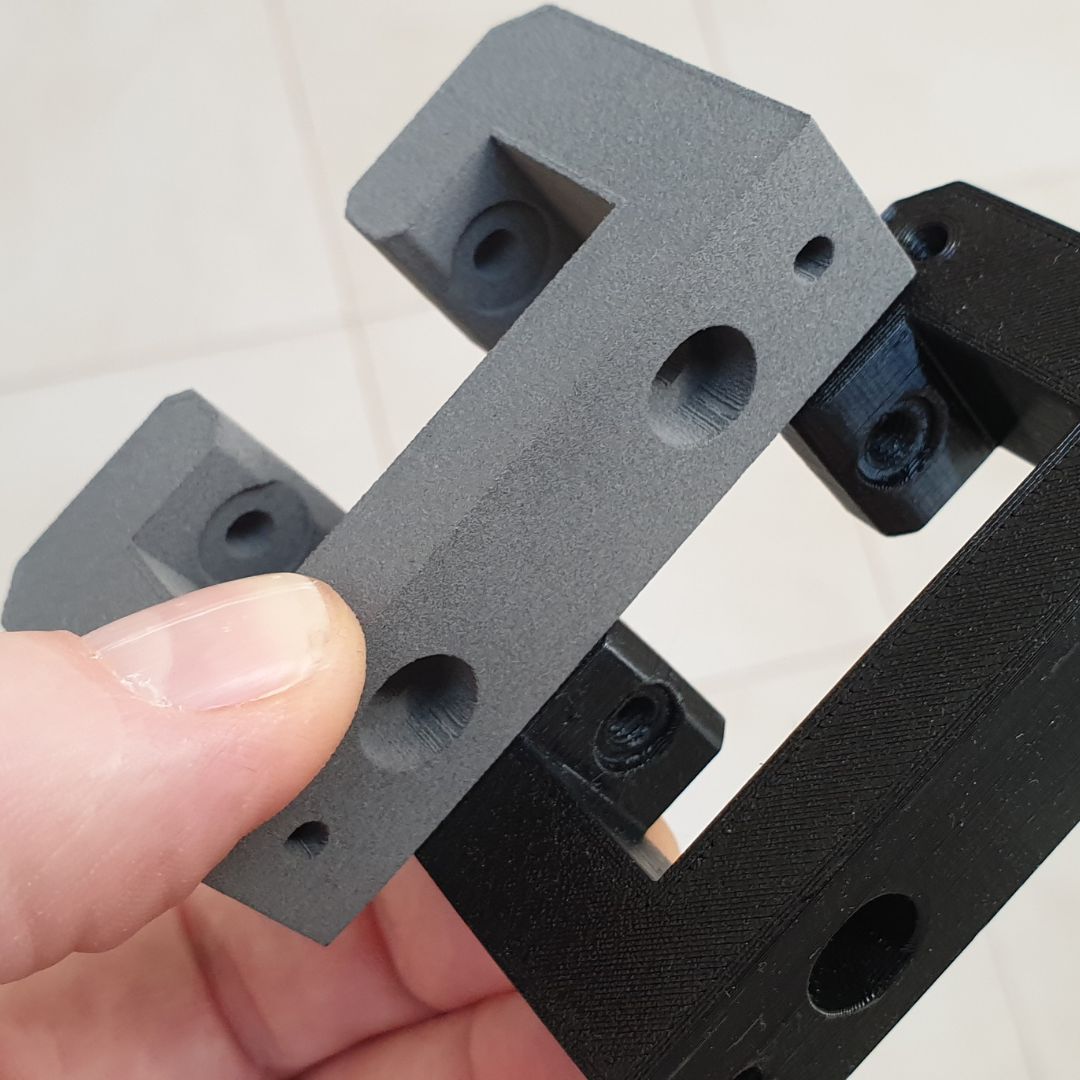
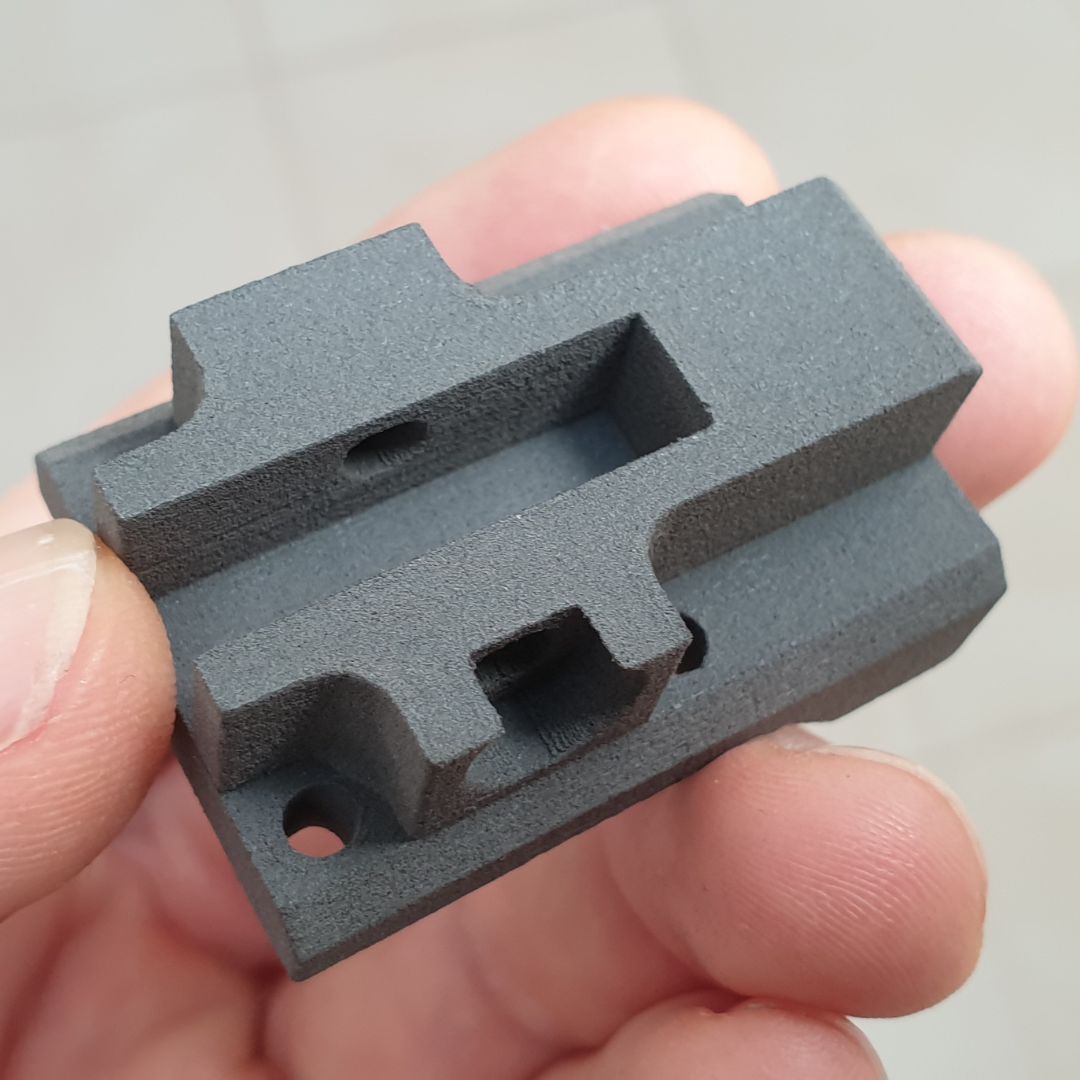
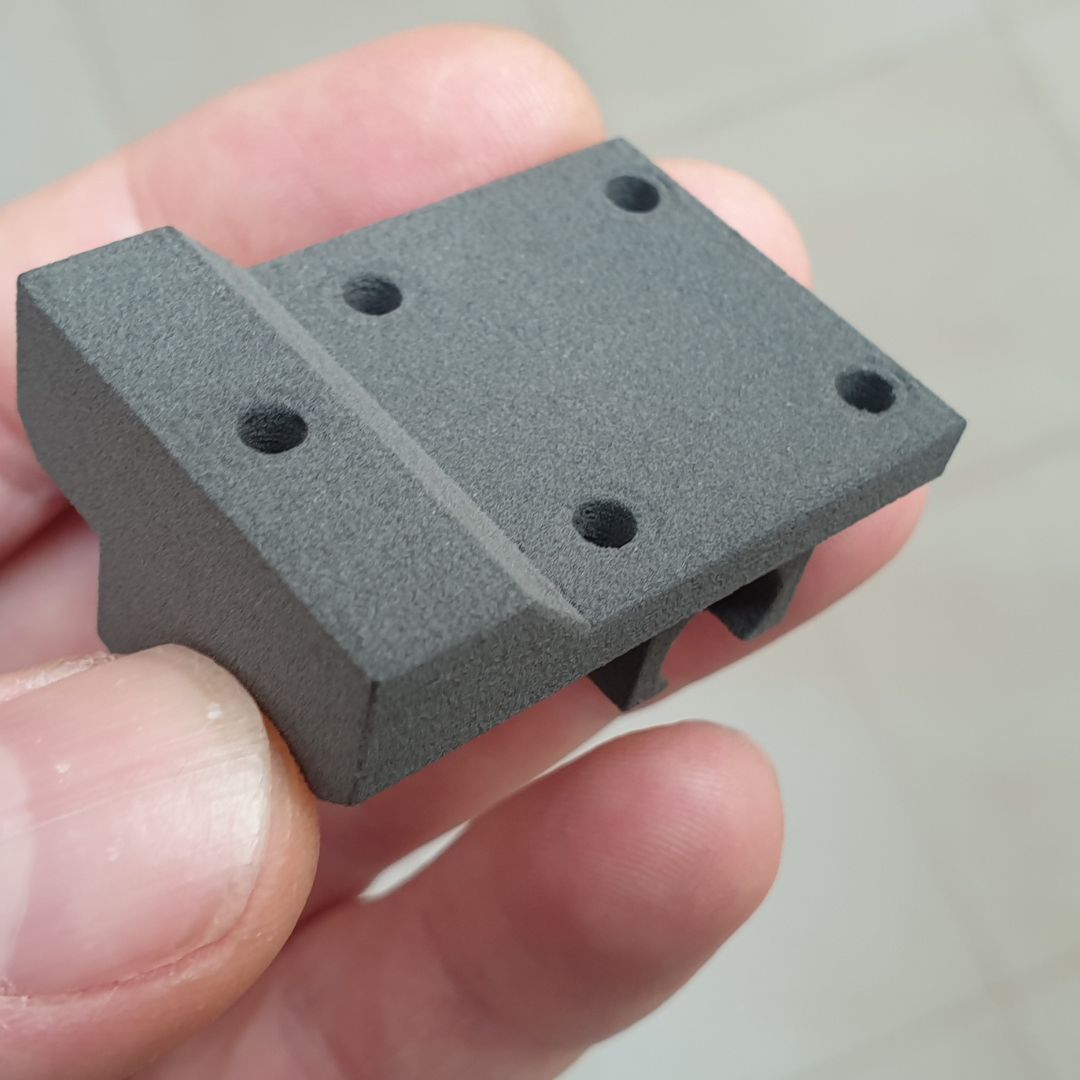
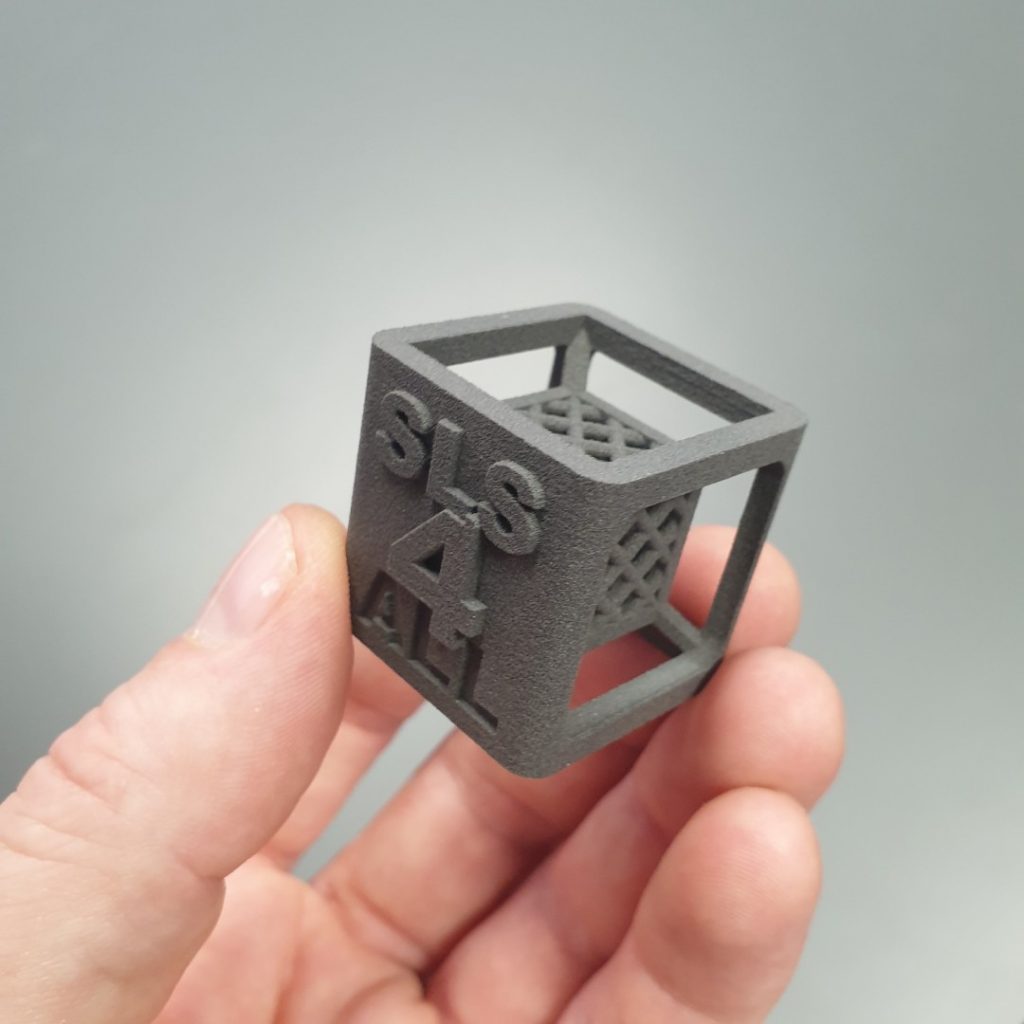
All parts were printed from Nylon PA12 powder (mix ratio: 70% used 30% fresh) and only brushed. Print speeds ranged from 2.500 – 3.300 mm/s.
We use cookies to ensure that we give you the best experience on our website. If you continue to use this site we will assume that you are happy with it and you also give us your consent to the processing of personal data and data linking.AcceptRejectPrivacy policy